QMS системы
QMS – ИТ система для автоматизации менеджмента качества
Как известно, система менеджмента качества (СМК)– это система, включающая технические, организационные, информационные, человеческие, материальные и финансовые элементы. С точки зрения информации, мы имеем дело с записями, чек-листами, различными актами и сертификатами, показателями качества, различными требованиями, данными измерений и проверок и т. д. Система класса QMS — это инструмент автоматизации СМК.
Системы класса QMS предназначены для компаний, для которых характерны следующие признаки:
- Требования высокого качества на основе спецификаций заказчика, наличие международных стандартов и норм, государственное регулирование (например, автомобильная, авиационная промышленность, оборонная промышленность, промышленное оборудование, транспорт),
- Безбумажное производство,
- Требование или наличие стратегии «Ноль дефектов»,
- Большая сложность изделий, частые изменения,
- Жесткие требования к себестоимости,
- Высокие требования к инвестициям в разработку изделий,
- Требование прозрачности и наличие показателей качества в производственной отчетности, программа непрерывных улучшений,
- Контроль качества в разработке, входной контроль, контроль производства и поставок,
- Перекрестные процессы управления качеством, затрагивающие разные подразделения или филиалы,
- Сложные задачи в области PLM и SCM включая:
- Сложный состав изделия (BOM), сложный производственный процесс и/или цепочки поставок (в частности OEM и поставщики первого уровня),
- Большое количество новых изделий (например, модификаций, исполнений, короткое время цикла, постоянные инновации),
- Распределенное производство и поставщики.
Функциональность построена на цикле PDCA (аббревиатура от PLAN-DO-CHECK-ACT; существует несколько вариантов перевода, в нашем варианте: Планируй – Делай – Анализируй - Изменяй) или цикле Деминга. Этот же цикл лежит в основе основного стандарта в области менеджмента качества ISO 9001, а также ряда отраслевых стандартов: IATF 16949 (автопром), ISO TS 22163 (IRIS – железнодорожная промышленность), EN/AS 9100 (авиация), ГОСТ РВ 15.002 (оборонная промышленность), СТО ГАЗПРОМ 9001 и др.
Стадия Рlan (планирование) должна начинаться на ранних стадиях проектирования, когда в изделие закладываются требования по качеству и планируются методы их достижения (APQP), выполняется анализ рисков и последствий потенциальных отказов (FMEA). Далее, при подготовке технологии производства создаются планы контроля.
На стадии Do (выполнение) выполняется собственно контроль, в ряде случаев осуществляется статистическое управление процессами (SPC). Производственные модули способны получать данные для контроля в электронном виде.
На стадии Check (анализ) производится анализ данных контроля различными методами, создаются отчеты. Несоответствия, выявленные на этапе контроля, автоматически фиксируются.
На стадии Act (реагирование) выполняется анализ несоответствий для поиска корневых причин и планирования корректирующих и предупреждающих действий по изменению конструкции или технологии. После чего цикл PDCA повторяется. Это полностью соответствует концепции непрерывного совершенствования качества, лежащей в основе всех стандартов менеджмента качества.
Также важно подчеркнуть, что под изменениями подразумевается не усиление контроля, а изменения конструкции изделия или технологии его изготовления, уменьшающие вероятность появления проблем в дальнейшем.
Вот вариант разбивки системы на модули.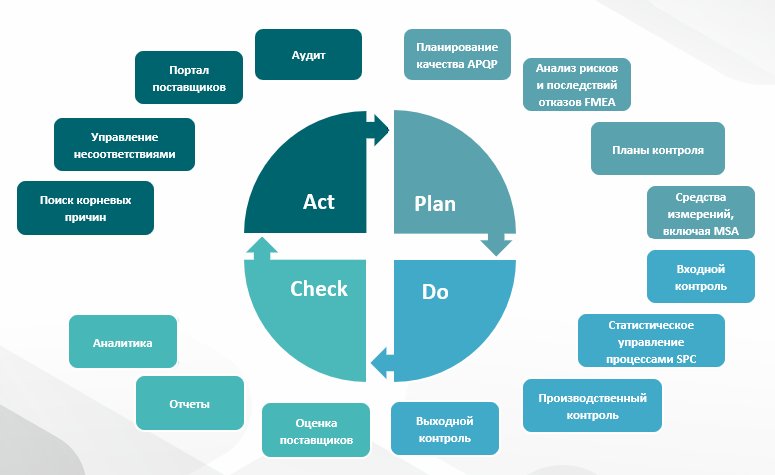
Это специализированное программное обеспечение по автоматизации менеджмента качества (СМК) для предприятий сложного машиностроения. Это классическое решение, которое не зависит от других ИТ систем предприятия, но может с ними интегрироваться.
Ниже показано взаимодействие основных модулей, которые реализуют поддержку замкнутой петли качества.

Модуль перспективного планирования качества APQP разделен на 2 части: APQP PM (project management) и APQP CP (control plan). В APQP CP создается план управления качеством (иногда называется планом контроля). За него отвечает межфункциональная команда (ОГК, ОГТ, служба качества, производственные службы). Далее разрабатываются процедуры FMEA, выполняющие анализ рисков и последствий потенциальных отказов для конструкции (DFMEA) и для процесса (PFMEA). Их выполняют, соответственно ОГК и ОГТ. Анализ DFMEA привязывается к составу изделия (BOM), а PFMEA - к технологии изготовления (BOP). Возможен импорт этих данных из PLM системы. Модуль FMEA позволяет организовать работу команды над проектом FMEA и отобразить проект в виде дерева проекта. Ключевое отличие от существующей практики заключается в том, что облегчается сама процедура работы над проектом, а итоговый отчет FMEA создается командой печати с указанием необходимого стандарта.
На основе данных FMEA происходит планирование контроля в модуле IPM (различают control plan – план управления, inspection plan - план контроля). Электронные планы управления / контроля служат основой для производственного контроля (входного, выходного, межоперационного контроля, статистического управления процессами SPC).
При наличии чертежей в электронном виде возможно автоматическое создание списка характеристик на основе размеров и их предельных отклонений.
При создании плана контроля назначается и измерительный инструмент. При этом может осуществляться проверка на доступность конкретного измерительного средства, а также факт его поверки. Эти данные запрашиваются из модуля управления средствами измерения GM, основным пользователем которого является отдел главного метролога. При необходимости в этом же модуле выполняет MSA анализ.
Контроль выполняется отделом ОТК на основе электронных планов контроля, подготовленных в ОГТ. Для этого используются модули входного/выходного контроля IGC/OGC или SPC. При возникновении внутренних несоответствий они автоматически создаются и отправляются в модуль CCM. Модули производственного контроля имеют функционал базовой аналитики и статистики, которые можно использовать для создания различных отчетов.
Отдельно выделяется входной контроль, который обычно связан с рейтингом поставщиков, с рейтингом можно связать динамические выборки, что снижает стоимость входного контроля.
Внешние несоответствия обрабатывает отдел работы с поставщиками или отдел надежности, внешние несоответствия также попадают в модуль CCM.
В модуле CCM инициируются процедуры поиска корневых причин дефектов (несоответствий) и планирование корректирующих и предупреждающих действий в соответствие с процедурами 8D и QRQC. Эта работа выполняется межфункциональной командой. Все причины классифицируются на 4 группы. Если проблема в поставщике, то задача возвращается в отдел обеспечения гарантийных обязательств для создания рекламации поставщику. Если проблема в конструкции, то задача уходит в ОГК для корректировки (или создания) анализа FMEA и последующего изменения конструкции. Если проблема в технологии, то задача уходит в ОГТ для корректировки (или создания) анализа FMEA и последующего изменения технологии. Если причиной является производственный брак – то задача направляется в дирекцию по производству.
Таким образом, через модуль CCM замыкается петля качества. В классическом варианте она замыкается на FMEA и требуется пересмотр этой процедуры, для изделий, для которых FMEA не выполняется, петля качества замыкается на корректировку планов испытаний.
Модуль управления действиями QAM (на схеме не показан) служит для организации уведомлений ответственным исполнителям, контроль сроков выполнения, эскалацию проблем при невыполнении.
Модуль аудита Audit используется для подготовки, проведения и оценки как аудитов поставщика, так и для внутренних аудитов. Действия, запланированные по результатам аудитов, также управляются модулем QAM. Они могут быть отправлены в модули CCM, FMEA и др. также для внесения изменений в конструкцию или технологию.
Портал поставщиков (Supplier Portal) – инструмент для подключения поставщиков к процессам качества в системе (анализ рисков, управление несоответствиями, управление действиями, управление аудитами и др.). Это НЕ инструмент закупок, сравнения поставщиков.
Эффективность QMS
Для оценки эффективности проекта используются оценки аналитических компаний. Согласно этим оценкам затраты на качество при внедрении QMS должны снизиться на 10-20% (оценка McKinsey). Компания LNS использует следующие показатели и процент экономии затрат по ним:
- Затраты на внутренние несоответствия (Internal costs) – 27%,
- Затраты на внешние несоответствия (External costs) -10%,
- Затраты на проверку (Appraisal costs) – 7%,
- Затраты на предупреждение (Preventive costs) – 1%.
Как видим затраты на качество по всем показателям существенно снижаются при использовании QMS.
На появление брака и переделки (внутренние несоответствия) влияют: неотлаженные процедуры FMEA/CAPA, проблемы в организации производства, неформализованное управление изменениями конструкции/процесса, плохое взаимодействие подразделений разработки и производства.
На возврат продукции, на гарантийное обслуживание (внешние несоответствия) влияют: неотлаженные процедуры работы с рекламациями, неотлаженные процедуры поиска причин несоответствий, плохое взаимодействие подразделений.
Затраты на проверку включают стоимость оборудования для контроля и зарплату персонала. Основная экономия достигается за счет сокращения времени контроля, времени на администрирование средств измерения, в перспективе, и за счет сокращения самих контрольных операций (с переносом внимания на предупреждающие действия).
Затраты на предупреждение включают: планирование качества, управление рисками (обычно FMEA), корректирующие и предупреждающие действия (CAPA), управление аудитами, организационные мероприятия по реализации цикла непрерывного совершенствования (PDCA).
Указанные показатели определялись компанией LNS путем опроса и не учитывают их взаимовлияние. Например, снижение показателя CoGQ-prevention говорит о том, что предупреждающие действия выполняются быстрее, проще, имеют меньше ошибок и т.д. Но в результате может уменьшиться процент брака, затраты на контроль, затраты на гарантию и т.д. Корректные расчеты возможны только с привлечением систем класса QMS, которые способны учесть такое взаимовлияние.
Для более подробного знакомства рекомендуем для чтения ряд статей (Статьи)
