Иерархия систем PLM, MES, QMS
Иерархия систем и понятия МОМ, MES, QMS
Раздел написан на основе исследований компании LNS.
Иерархию информационных систем предприятия определяет стандарт ISA 95. Стандарт был разработан ассоциацией MESA/ Рисунок из оригинального исследования LNS здесь дан упрощенно в свете рассматриваемых систем.
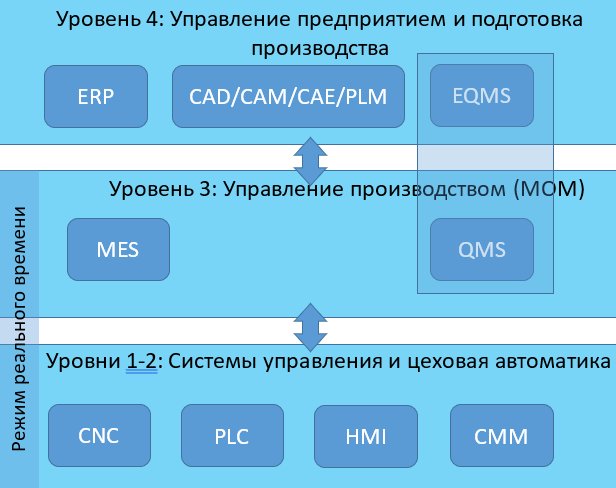
На верхнем уровне (уровне 4) располагаются системы бизнес уровня (Управление предприятием, работа с заказами, работа с поставщиками, подготовка производства), уровни 0-2 – это уровни систем управления оборудованием (как отдельными станками, так и комплексами). Уровень MOM предназначен для связи бизнес уровня и уровней систем управления (дискретной автоматизации). Принципиально важно, что на уровнях 1-3 управление осуществляется в режиме реального времени.
Системы класса ERP и PLM расположены на уровне 4 и пояснения не требуют. Основное внимание уделим уровню 3.
LNS Research опубликовала даже отдельный пост, поясняющий разницу между MOM и MES. Суть его в том, что термин MES появился в 1990 году еще до введения стандарта ISA 95 (1995 года), и потому многие поставщики называют MES системой продукт, выполняющий ряд MOM задач. Теперь термин MES чаще связывают с продуктом, а MOM – с классом продуктов или задач.
Во многих статьях по MES системам упоминается 11 функций MES со ссылкой на стандарт ISA 95 (ссылка), в 2004 году 3 функции были исключены, в т.ч. планирование, 2 из них развились в самостоятельные системы, в т.ч. APS (а управление документами стало рассматриваться на межсистемном уровне). В исследовании LNS система APS – Advanced Planning and Scheduling – система расширенного планирования и диспетчирования – вынесена на уровень 4, хотя часто ее включают в MES. В ряде публикаций (в т.ч. отечественных) APS располагают между ERP-планированием и MES-планированием (т.е. сейчас рассматривается 3 уровня детализации планирования, APS – это уровень 2)). На рис. 1 категория MES включает оперативно-календарное планирование и диспетчирование, но не ограничивается этим. В отечественных системах очень часто к MES сводят системы или модули, выполняющие только оперативно-календарное планирование и диспетчирование.
Продукт MES может включать:
·EWI – Electronic Work Instructions – Электронные рабочие инструкции (как отдельное приложение, чаще входит в PLM, а используется в MES),
·Historian – Сервер архивных данных, модуль архивирования данных,
·LIMS – Laboratory Information Management – Система управления лабораторией (часто включают в MES)
·OEE – Overall Equipment Effectiveness – показатель общей эффективности оборудования (обычно входит в MES, но может использоваться отдельно, например, в мониторинге оборудования),
·RFID – Radio Frequency Identification – радиочастотные метки для идентификации производственных ресурсов (активно используются в MES),
·SPC – Statistical Process Control – статистический контроль процессов (входит в MES и в QMS, но может использоваться самостоятельно),
·WHM – Warehouse Management – система управления складом.
В последнее время стали больше говорить о MOM (Manufacturing Operations Management) – Управление производственными операциями. Это не класс систем, это концепция. В нее входит и EQMS – Enterprise Quality Management Systems – системы менеджмента качества уровня предприятия. О ней сказано отдельно.
Quality Management Systems (QMS) или Computer Aided Quality (CAQ) – системы автоматизации менеджмента качества
В заголовок вынесено слово «автоматизация», т.к. в отечественной практике устоялся термин СМК – система менеджмента качества, имеющий другое значение. Определение из Википедии: Система менеджмента качества (СМК) — совокупность организационной структуры, методик, процессов и ресурсов, необходимых для общего руководства качеством. Т.е. CAQ/QMS системы призваны автоматизировать СМК, это ПО для автоматизации СМК. Термин CAQ больше используется в Германии, QMS - в США.
Существуют два уровня управления качеством: общее руководство / административное управление качеством и оперативное управление качеством. Функции общего руководства качеством выполняются руководителями предприятия, а оперативного управления — руководителями среднего и низового звеньев. Смысл выделения двух уровней управления качеством заключается в том, что общее руководство качеством как бы настраивает производство на нужный режим, который в дальнейшем поддерживается путем оперативного управления. Исходя из сказанного, при управлении качеством используются следующие термины:
• общее руководство качеством (quality management) — деятельность по управлению качеством путем выполнения следующих функций: взаимодействие с внешней средой, принятие стратегических и важных текущих решений, определение политики качества, организация работы по качеству, обучение и мотивация персонала;
• оперативное управление качеством (quality control) — деятельность по выполнению таких функций, как планирование качества, управление качеством при производстве продукции, контроль качества, информационное обеспечение, разработка мероприятий, принятие оперативных решений и внедрение мероприятий по качеству.
Вот общее руководство качеством LNS Research и выделяет в категорию EQMS и располагает на уровне 4 (рис. 1). Сам термин введен в 2012 году. Оперативное управление качеством располагается на уровне 3, т.е. входит в MOM. Разделение задач между уровнями 3 и 4 как раз и обусловлено тем, что задачи уровня 3 выполняются в режиме реального времени. Системы класса CAQ/QMS обычно включают функционал обоих уровней.
EQMS – это категория ПО уровня предприятия для управления данными и процессами в области качества. Ее можно рассматривать как платформу, интегрированную с другими ИТ системами для организации межфункционального взаимодействия.
Список функционала приведен в отдельном обзоре LNS Research:
- Non-Conformances / Corrective and Preventive Action (NC/CAPA) – Анализ несоответствий/Корректирующие и предупреждающие действия,
- Compliance Management – Сертификация и стандарты,
- Supplier Quality Management – Управление поставщиками
- Risk Management – Управление рисками,
- Failure Mode and Effects Analysis (FMEA) – анализ причин и последствий отказов FMEA
- Complaint Handling – Управление рекламациями,
- Advanced Product Quality Planning (APQP) – Расширенное планирование качества,
- Environment, Health, and Safety (EH&S) – Экология и БЖД,
- Audit Management – Управление аудитами,
- Hazard Analysis & Critical Control Points (HACCP) – Анализ опасностей HACCP,
- Change Management – Управление изменениями,
- Reporting – Отчеты,
- Document Control – Управление документами,
- Calibration Management – Управление взаимодействием,
- Employee Training – Управление обучением персонала,
- Production Part Approval Process (PPAP) – Процесс одобрения производства компонента.
Цели EQMS:
- Стандартизация процессов, характеристик и оценок,
- Интеграция задач качества с поставщиками и потребителями,
- Единая глобальная система качества с веб доступом,
- Возможность слышать потребителя,
- Сделать данные более доступными,
- Улучшение производительности,
- Единый источник данных,
- Данные доступны всем в реальном времени
Правильный дизайн изделия исключительно важен для последующих процессов в т.ч. и в области качества. На этой стадии создаются:
-
- Планы контроля (Quality inspection plans),
- Планы испытаний (Quality testing plans),
- Анализ причин и последствий отказов.
Однако процессы управления качеством цикличны, информация идет не только от стадии проектирования, но и возвращается обратно для улучшения, внесения изменений в конструкцию. Часто информация включает такие данные (но не ограничивается ими): As-built data, As-maintained data, As-manufactured data.
На стадии производства речь обычно идет о качестве в традиционном понимании (годен/не годен), а также о таких инструментах как статистический контроль процессов (SPC). В случае возникновения несоответствий (брак и др.), на этой стадии выполняется анализ с целью поиска причины.
Функционал прослеживаемости при изготовлении позволяет выполнять анализ назад: на стадии, где продукт изготавливался, где проектировался, откуда поступил. Здесь одновременно находится множество деталей и по ним создается много данных, связанных с качеством. Информация должна быть структурирована. В этом случае доступен анализ на подобные ошибки и уже найденные решения, что заметно снижает усилия по выявлению и устранению несоответствий.
Задачи качества на уровне MOM
LNS Research Выделяет 8 задач, связанных с качеством и выполняющихся на уровне MOM (quality-takes-lead-in-mom-software-deployments-and-performance-benefits-.pdf):
- Контроль в реальном времени (In-Line Testing): поддержка детальных шагов и процедур для контроля соответствия изделия спецификациям в процессе производства,
- Контроль образцов в реальном времени (At-Line Testing): поддержка детальных шагов и процедур для контроля соответствия изделия спецификациям путем выборочного контроля,
- Статистический контроль процессов (Statistical Process Control - SPC): слежение за контролируемыми параметрами в реальном времени с целью выявления тренда изменения параметра до наступления реального отказа,
- Сбор данных в реальном времени и их отображение (Real-Time Quality Data Collection and Visibility): Сбор данных о качестве изделия, о этапах производства, материалах, людях и оборудовании с целью их оперативного отображения или формирования отчетов (эта информация должна также интегрироваться с EQMS уровнем),
- Аналитика показателей качества (Quality Performance Analytics): возможность анализа процесса и данных реального времени с целью поиска корневых причин и их перекрестного влияния для улучшения качества процесса,
- Аудит уровня цеха (Plant Floor Audits): возможность анализа работ и изделий в процессе производства на предмет стабильности, отсутствия несоответствий или неучтенных шагов контроля,
- Автоматизация процессов контроля качества (Quality Workflow Automation): встраивание процессов контроля качества в общий производственный процесс (эта информация должна также интегрироваться с EQMS уровнем),
- Анализ несоответствий уровня цеха и управление корректирующими и предупреждающими действиями (Plant Floor Non-Conformance/Corrective and Preventive Action Management - NC/CAPA): возможность управлять процедурами поиска и устранения несоответствий (эта информация должна также интегрироваться с EQMS уровнем).
Задачи качества, выполняемые на MOM уровне, тесно интегрируются и с системами управления производством класса MES.
Модель ISA95 работала более 25 лет (и сейчас работает). Но ассоциация MESA ee развивает и дополняет. Новая модель MESA вышла в крнце 2021 года. Смотри здесь.
